

New Polymers Set to Revolutionize 3D Printed Implants
Over recent months we have seen a real change in the evolution of 3D printing technology. New 3D printing systems are being introduced every week, which are now relatively affordable, more energy efficient, compact and thankfully quieter. But it is with the range of new polymers now available that offers the most exciting aspect of 3D printing technology development. We are now leaving behind the traditional ABS and PLA which we have become so used to, fond of and somewhat bored with. However, with innovative new materials this is all about to change.
New polymers, new challenges
In our lab at the Welsh Centre for Printing and Coating (WCPC) we have started to trial these fascinating new polymers, testing them for durability, creep and extrudability. We have had success with mixing metal and ceramic particles into polymers which makes parts look and feel like real metal and ceramic parts respectively. The great thing is that these materials, even with fine particles mixed into them, are still easy to extrude using standard 3D printing extrusion technology.
A thermoplastic elastomer (TPE) going by the name of Ninjaflex is fascinating, allowing for rubberised components to be fabricated. Another is an electrically conductive and piezoresistive carbomorph going by the name of “conductive ABS”. By the end of the year we will see Tenax-based carbon fibre filaments becoming common and following on from this fibreglass materials becoming available in 2015.
New polyamide for bio-applications
So a few months ago I heard about Taulman introducing Nylon 645 filament, which is essentially polyamide. This is a fascinating material, being high strength (UTS 320MPa), biologically compatible and inert. For about $20 you can procure about 0.5kg which can subsequently produce many hundreds of fascinating structural components.
One of the most exciting and closely watched new uses of this material is for producing patient specific 3D printed implants, such as for cartilage joint replacement. These are often more difficult than bone replacements as the part must accurately conform to an existing internal bone structure, be pliable enough to conform to unusual mounting methods. They must be inherently strong to keep the joint from becoming misaligned by stress, and most importantly, provide a long term slippery surface to the biological mating surface. During this process we produced a prototype cartilage joint replacement to trial this material. By careful extruding Nylon 645 at a speed of 20mm/sec and at an extrusion temperature of 250°C we were able to produce a prototype precision implant.
One of the most significant features of 3D printing is the ability to print a part that is difficult or impossible to make with a traditional CNC machine. This implant needed to feature a number of intricate chambers for attachment to a bone and without 3D printing technology then these would otherwise be impossible to make. But in less than two hours the implant was produced complete to ±25µm degree of precision. Take these features from just a lab experiment and scale this process up then in theory one could print sensitive electrochemical components and sensors within this implant as well. The newly printed and pliable implants do split, break or tear and can be machine-washed and dried many times.
Custom prosthetics and implants made on-site
Recently, surgeons and doctors from the Hague University have determined that Nylon 645 meets and exceeds the requirements to support several possible uses inside and outside of the human body. From bone replacement to electronic sensor enclosures, hospitals and clinics can now design and subsequently print on-demand patient specific support components.
In the past, a prosthetic was designed specifically for a patient’s shape, weight and structure which required iterations of models and try-outs. With the combination of 3D scanning and on-demand 3D printing, a patient can now leave the hospital with a pliable prosthetic. These are designed specifically for their needs while at the same time being built on what we determined could be a slightly modified low cost home 3D printer.
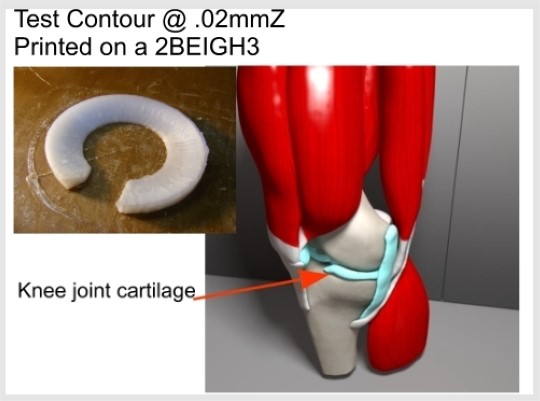
Example of knee joint cartilage implant produced using Nylon 645, these are usually made from expensive titanium alloy.
The interesting thing to note is that now 3D printing offers us the opportunity to start high-tech enterprises, but in the style of old-school cottage industries. For the cost of perhaps now under $800 in theory one could start a custom medical implant business right at home. Thus, what is important is that the real power of 3D printing is starting to be realised and it is these materials which allow a whole range of new functional integrated components to be custom made, on demand and for low cost.
Taulman 645 Technical Specifications
645 Nylon co-polymer consists of the purest form of a delta transition of Nylon 6/9, Nylon 6 and Nylon 6T with a crystallinity optimisation process in addition to post-processing for maximum bonding during a 3D printing thermal transition process. Construction is from granule form through nylon extruding systems to a 12 station extrusion to draw, 4 chiller loops with 2 post processing stations to a final draw of 3mm or 1.75mm round line.
Material Properties
| Testing Standard | ||
| Water Absorption | 3.09 % | ISO 62:2008 – Plastics — Determination of water absorption |
|
Mechanical Properties |
||
| Upper Tensile Strength | 320MPa | ISO 527-5:2009 – Plastics — Determination of tensile properties
|
| Elongation at Break | >= 300 % | ISO 527-5:2009 – Plastics — Determination of tensile properties
|
|
|
||
| Melting Point | 214 °C | ISO 3146:2000 Plastics — Determination of melting behaviour (melting temperature or melting range) of semi-crystalline polymers by capillary tube and polarizing-microscope methods
|
| Glass Transition Temp | 68.2°C. | ISO 3146:2000 Plastics — Determination of melting behaviour (melting temperature or melting range) of semi-crystalline polymers by capillary tube and polarizing-microscope methods |
|
Processing Properties |
||
| Print Temperature | 235 – 260 °C | |
| Pyrolysis | 350 – 360 °C | |
| UV | There are no UV Inhibitors within 645 as they reduce bonding | |
Safety
Nylon 645 meets the EU’s “REACH” requirements as defined by the ECHA European Chemicals Agency. There are no additives or chemicals in 645 that are listed in the REACH Directive. 645 Contains no toxic chemicals and is “inert” to the body.
Source: engineering.com



Leave a Reply
Want to join the discussion?Feel free to contribute!